|
The function of the boiler in the broadest sense is to make steam at a pressure and volume sufficient for the steam engine to perform its assigned work. To perform this function the boiler must be fed water at a sufficient rate to compensate for the steam being consumed. There must be sufficient heating surface to heat the water into steam at the operating pressure and rate of use demanded by the steam engine. A boiler’s construction must be as light and compact as possible while still offering good structural safety for the pressures present. And finally the boiler must make as efficient use as possible of the heat energy of the fuel used to heat it.
The most common Stanley boilers are 23" in diameter and
stand 14" to 18" in height and weigh in at 400 to 600 pounds dry depending
on their height. This size boiler was used in the 20 horsepower
Stanley cars which were the most popular.
Early Stanley cars had boilers that generated 400 PSIG steam
pressures. With later models the boilers were strengthened and were
routinely operated at 600 PSIG steam pressures. Stanley
horsepower ratings reflect what the engine and boiler combination can
sustain continuously (indefinitely with unlimited fuel and water supplies to
the boiler). All Stanley Model 735 automobiles relied on a boiler and engine
combination rated at 20 continuous horsepower.
One
of the common ailments of a Stanley boiler is a boiler flue developing a
leak. Oxygen in the water and other contaminates along with
imperfections in the steel or the flue tube all contribute to a flue
developing a pin-hole leak. The result is water and steam being
sprayed into the tube and running down on the hot burner grate. This
not only wastes steam and water but the cold water hitting the hot grate can
cause the grate to crack. A solution is to use a tapered boiler flue plug driven into the flue to seal it. The leaking steam and
water is then contained within the flue. Generally two or three flues can be
plugged and the boiler kept in service. If more than three plugs are
required it is time to consider either retubing the boiler or replacing it
entirely.
During the hydrostatic test of the boiler five tubes had leaked before operating pressures were obtained. Thus the decision to replace the boiler rather than retube it. The photos at the left were taken during the process of constructing the new boiler. By clicking on the photo an enlarged copy of the photo along with a description of what was occurring when the photo was taken will appear in this window. All the photos in this gallery are in black and white. In 1998 when the boiler was being built digital camera technology was still new and quite expensive. The construction of the boiler was documented using black and white film. However in the year that it took to build the new boiler, prices had dropped and photo quality improved. In recent years digital scanning of film has become economical. The photos in the boiler restoration gallery were digitally scanned using a Minolta Dimage film scanner. For additional technical information on Stanley boilers follow this link to the boiler discussion in the technical reference of this web site. BOILER |
 Pictured to
the right is the car's boiler before restoration started. The brass
condenser jacket and condenser (radiator) have been removed to allow better
access to the boiler. While original Stanley car boilers were
insulated with asbestos, this boiler was insulated with more modern
insulation including glass-wool and ceramic fiber. The overall
covering was the plaster web material and coatings used for body casts.
Pictured to
the right is the car's boiler before restoration started. The brass
condenser jacket and condenser (radiator) have been removed to allow better
access to the boiler. While original Stanley car boilers were
insulated with asbestos, this boiler was insulated with more modern
insulation including glass-wool and ceramic fiber. The overall
covering was the plaster web material and coatings used for body casts. Pictured
to the left is the replacement boiler installed and plumbed up just prior to
having the burner lit for the first time.
All Stanley boilers are of a vertical fire tube design. Fire tube
boilers have the combustion gasses rising vertically through the cores of
multiple tubes, called flues, while the water to be heated and turned to
steam is on the outside of the tubes or flues. By being of vertical
fire tube design the boiler is generally safer to operate. With the vertical flue tube design the heated surface of the
boiler is the bottom of the boiler where one end of the flues are attached.
Should the boiler run out of water there is nothing from which to make
steam. If the boiler continues to be heated (assuming the low water
automatic fails to function as designed and shut down the burner) the flues
will generally melt at the base of the boiler allowing any steam under
pressure to be vented into the burner and generally causing havoc with the
burner grate and fire. There are no known cases of a Stanley boiler ever
exploding for any reason (there are numerous examples of "scorched boilers"
where a low water condition has caused damage to the flue tubes).
Pictured
to the left is the replacement boiler installed and plumbed up just prior to
having the burner lit for the first time.
All Stanley boilers are of a vertical fire tube design. Fire tube
boilers have the combustion gasses rising vertically through the cores of
multiple tubes, called flues, while the water to be heated and turned to
steam is on the outside of the tubes or flues. By being of vertical
fire tube design the boiler is generally safer to operate. With the vertical flue tube design the heated surface of the
boiler is the bottom of the boiler where one end of the flues are attached.
Should the boiler run out of water there is nothing from which to make
steam. If the boiler continues to be heated (assuming the low water
automatic fails to function as designed and shut down the burner) the flues
will generally melt at the base of the boiler allowing any steam under
pressure to be vented into the burner and generally causing havoc with the
burner grate and fire. There are no known cases of a Stanley boiler ever
exploding for any reason (there are numerous examples of "scorched boilers"
where a low water condition has caused damage to the flue tubes).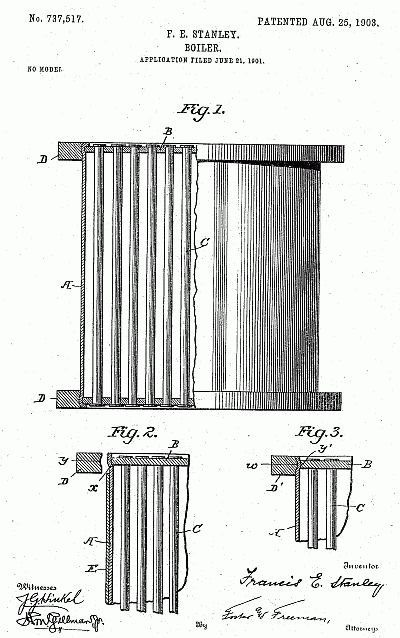 Boilers are tested using a test known as a
hydrostatic test. A hydrostatic test is performed on a boiler when
ever there is a question of it's integrity. As part of the routine
maintenance of a Stanley the boiler should be hydrostatically tested
annually to insure they continue to be safe. A hydrostatic test
involves filling a boiler with water and then increasing the pressure to a
minimum of 125% of the operating pressure of the boiler (750 PSIG for most
Stanley boilers). The reason for using water is that it is not highly
compressible (like air or steam). If a failure occurs there won't be
an explosion but rather a rupture more along the lines of what happens with
a water balloon. If a compressible medium such as air or steam were
used and a failure occurs then the result would be a dramatic version to
what happens when an air-filled balloon breaks. Once the pressure is
raised to the test limit then all boiler valves are closed and the pressure
is held on the boiler. Generally the pressure should not drop more
than a pound or two in ten minutes if the boiler is tight and sound.
If pressure can not be maintained then it probably won't be long before
water will start dripping from somewhere indicating an area that needs
attention. Ideally a sound boiler should hold the test pressure with
little or no drop in the pressure over a long period of time (if the water
is under pressure in a perfectly tight vessel then there's no way for the
pressure to bleed off). While the boiler is being held at pressure it
should be inspected for bulging of the sides and anything else that looks
out of the ordinary.
Boilers are tested using a test known as a
hydrostatic test. A hydrostatic test is performed on a boiler when
ever there is a question of it's integrity. As part of the routine
maintenance of a Stanley the boiler should be hydrostatically tested
annually to insure they continue to be safe. A hydrostatic test
involves filling a boiler with water and then increasing the pressure to a
minimum of 125% of the operating pressure of the boiler (750 PSIG for most
Stanley boilers). The reason for using water is that it is not highly
compressible (like air or steam). If a failure occurs there won't be
an explosion but rather a rupture more along the lines of what happens with
a water balloon. If a compressible medium such as air or steam were
used and a failure occurs then the result would be a dramatic version to
what happens when an air-filled balloon breaks. Once the pressure is
raised to the test limit then all boiler valves are closed and the pressure
is held on the boiler. Generally the pressure should not drop more
than a pound or two in ten minutes if the boiler is tight and sound.
If pressure can not be maintained then it probably won't be long before
water will start dripping from somewhere indicating an area that needs
attention. Ideally a sound boiler should hold the test pressure with
little or no drop in the pressure over a long period of time (if the water
is under pressure in a perfectly tight vessel then there's no way for the
pressure to bleed off). While the boiler is being held at pressure it
should be inspected for bulging of the sides and anything else that looks
out of the ordinary.