Internal combustion engines are thermodynamically classified
as Otto-cycle engines because the fuel is consumed internally to the engine.
Steam engines are thermodynamically classified as Rankine-cycle engines as
the fuel is consumed external to the engine. The boiler is where the thermal
energy of the fuel is converted to potential energy in the form of steam for
later use by the steam engine. The use of steam energy allows it to be
stored by the boiler in the form of water under pressure much the same way a
battery stores electrical energy in the form of a chemical reaction. As
steam is consumed from the boiler the water remaining in the boiler flashes
into steam. As the steam is consumed water must be pumped into the boiler
and quickly heated otherwise the boiler is similar to a battery that must be
replaced (for a primary battery) or fully recharged (for a secondary
battery) before it can be used again.
When steam powered much of the Industrial Revolution boilers
were rated in horsepower. At that time it was generally accepted that a one
horsepower steam engine in good working order consumed 30 pounds of water or
steam per hour. A boiler that could evaporate 30 pounds of water per hour
from an initial water temperature of 100º Fahrenheit into steam at 70 PSIG
would be rated as one boiler horsepower. Today the definition has been
changed to reflect a boiler’s ability to evaporate water. One boiler
horsepower is now considered equal to the evaporation of 34.5 pounds of
water at 212º Fahrenheit into saturated steam at the same temperature. In
the case of marine and automotive applications the definition of boiler
horsepower was again different. For these applications the horsepower of the
boiler was related to the horsepower that could be continuously developed by
the steam engine that the boiler powered at a given steam operating
pressure.
Early Stanley cars had boilers that generated 400 PSIG steam
pressures. With later models the boilers were strengthened and were
routinely operated at 600 PSIG steam pressures. The earliest Stanley cars
had steam engines that developed 4-1/2 to 8 horsepower at operating
pressures of 400 PSIG. Their later cars and the vast majority of Stanley
production were limited to three engine/boiler ratings; 10 horsepower, 20
horsepower, and 30 horsepower. Each of these boiler and engine combinations
could generate well in excess of their horsepower rating by a factor of five
or more for short periods of time. What is important is that the Stanley
horsepower ratings reflect what the engine and boiler combination can
sustain continuously (indefinitely with unlimited fuel and water supplies to
the boiler). All Stanley Model 735 automobiles relied on a boiler and engine
combination rated at 20 continuous horsepower.
 All Stanley boilers are of a vertical fire tube design
(a section of a Stanley boiler is pictured at the right). Fire
tube boilers have the combustion gasses rising vertically through the cores
of multiple tubes, called flues, while the water to be heated and turned to
steam is on the outside of the tubes or flues. By being of vertical fire
tube design the boiler is generally safer to operate. A common horizontal
fire tube design like a boiler on a steam locomotive or steam traction
engine by design must have heated steel surfaces (the crown sheet in
particular) that can become uncovered with water under low water conditions.
When this happens the steel becomes hot and weak and if things go really
wrong a boiler explosion usually results.
All Stanley boilers are of a vertical fire tube design
(a section of a Stanley boiler is pictured at the right). Fire
tube boilers have the combustion gasses rising vertically through the cores
of multiple tubes, called flues, while the water to be heated and turned to
steam is on the outside of the tubes or flues. By being of vertical fire
tube design the boiler is generally safer to operate. A common horizontal
fire tube design like a boiler on a steam locomotive or steam traction
engine by design must have heated steel surfaces (the crown sheet in
particular) that can become uncovered with water under low water conditions.
When this happens the steel becomes hot and weak and if things go really
wrong a boiler explosion usually results.
With the vertical flue tube design the heated surface of the
boiler is the bottom of the boiler where one end of the flues are attached.
Should the boiler run out of water there is nothing from which to make
steam. If the boiler continues to be heated (assuming the low water
automatic fails to function as designed and shut down the burner) the flues
will generally melt at the base of the boiler allowing any steam under
pressure to be vented into the burner and generally causing havoc with the
burner grate and fire. There are no known cases of a Stanley boiler ever
exploding for any reason (there are numerous examples of "scorched boilers"
where a low water condition has caused damage to the flue tubes).
 One
of the common ailments of a Stanley boiler is a boiler flue developing a
leak. Oxygen in the water and other contaminates along with
imperfections in the steel or the flue tube all contribute to a flue
developing a pin-hole leak. The result is water and steam being
sprayed into the tube and running down on the hot burner grate. This
not only wastes steam and water but the cold water hitting the hot grate can
cause the grate to crack. A solution is to use a boiler flue plug
(shown at left). The smoke box above the boiler is removed and the
burner is dropped from under the boiler. A tapered boiler flue plug
can then be driven into the flue to seal it. The leaking steam and
water is then contained within the flue. The boiler flue plugs are a
handy item to carry in a Stanley toolbox as they could be needed at a
moment's notice during a trip. Generally two or three flues can be
plugged and the boiler kept in service. If more than three plugs are
required it is time to consider either retubing the boiler or replacing it
entirely.
One
of the common ailments of a Stanley boiler is a boiler flue developing a
leak. Oxygen in the water and other contaminates along with
imperfections in the steel or the flue tube all contribute to a flue
developing a pin-hole leak. The result is water and steam being
sprayed into the tube and running down on the hot burner grate. This
not only wastes steam and water but the cold water hitting the hot grate can
cause the grate to crack. A solution is to use a boiler flue plug
(shown at left). The smoke box above the boiler is removed and the
burner is dropped from under the boiler. A tapered boiler flue plug
can then be driven into the flue to seal it. The leaking steam and
water is then contained within the flue. The boiler flue plugs are a
handy item to carry in a Stanley toolbox as they could be needed at a
moment's notice during a trip. Generally two or three flues can be
plugged and the boiler kept in service. If more than three plugs are
required it is time to consider either retubing the boiler or replacing it
entirely.
The earliest 4-1/2 to 8 horsepower Stanley cars used boilers
that were 14" and 16" in diameter by 13" high. With the introduction of the
10 horsepower boiler and engine combination the boilers were increased to
18" and 20" in diameter and 14" high. The 20 horsepower cars made up until
1917 used a 23" diameter boiler that was 14" high. With the introduction of
the Model 735 car in 1918 the boilers were 23" in diameter and 18" high. All
30 horsepower rated cars including the Stanley’s famous Mountain Wagons used
26" diameter boilers that were 16" high.
The earliest boilers were hammer mill forged. The bottom
flue sheet and the circular shell were made from a single sheet of steel.
The two flue sheets were then drilled for the flues (a considerable
accomplishment in itself considering one of the sheets resembled an inverted
can). The top flue sheet was heat shrunk on and then gas welded. A pair of
heavy steel bands was applied to the top and bottom sides of the boiler for
strength and to serve as an attachment point for each of the three layers of
wire that are wrapped around the circumference of the boiler. For later
constructions the process was simplified to drilling a matching top and
bottom flue sheets and then arc welding them to a circular shell. The flues
were then installed and expanded tight in the flue sheets using a tapered
punch. The final step was the application of three layers of piano wire to
the outside of the boiler for strength.
The number of flue tubes in a Stanley boiler depends on the
diameter of the boiler. The 18" boilers typically used for 10 horsepower
cars contained around 470 flues providing 66 square feet of heating surface.
20 horsepower cars were the most common models manufactured and 105 square
feet of heating surface was provided with approximately 750 tubes. For the
Mountain Wagons and other 30 horsepower rated vehicles nearly 1000 flue
tubes offered nearly 160 square feet of heating surface. These flue tube
counts are for original boilers. Today’s boilers have different counts
depending on who makes the boiler as the diameter of the flue tube can vary
along with the spacing between adjacent flues.
 The flue tubes in original Stanley boilers were 33/64"
outside diameter, made of 18-gauge copper, and laid out on a 13/16" spacing
between tubes. A small steel ferrule (shown at right) is inserted in the end of the flue to
provide stiffness to the copper to insure the flue remains sealed to the
flue sheet. When condensing cars were introduced Stanley soon experienced
premature boiler failures primarily with the sealing of the flues on the
lower flue sheet (the one closest to the burner). It was found that the
steam cylinder oil would dissolve into the water as the steam was condensed.
This water-oil mixture would be discharged into the water supply tank only
to end up in the boiler. As the water was heated in the boiler the oil
tended to collect on the lower flue sheet and cause hot spots (the oil would
burn onto the bottom flue sheet and act as in insulator). This created
uneven heating and allowed the flue tubes to start leaking. The solution
that Stanley implemented was to use steel flue tubes on all their condensing
car boilers and to weld (instead of expand) the flue tubes to the bottom
flue sheet.
The flue tubes in original Stanley boilers were 33/64"
outside diameter, made of 18-gauge copper, and laid out on a 13/16" spacing
between tubes. A small steel ferrule (shown at right) is inserted in the end of the flue to
provide stiffness to the copper to insure the flue remains sealed to the
flue sheet. When condensing cars were introduced Stanley soon experienced
premature boiler failures primarily with the sealing of the flues on the
lower flue sheet (the one closest to the burner). It was found that the
steam cylinder oil would dissolve into the water as the steam was condensed.
This water-oil mixture would be discharged into the water supply tank only
to end up in the boiler. As the water was heated in the boiler the oil
tended to collect on the lower flue sheet and cause hot spots (the oil would
burn onto the bottom flue sheet and act as in insulator). This created
uneven heating and allowed the flue tubes to start leaking. The solution
that Stanley implemented was to use steel flue tubes on all their condensing
car boilers and to weld (instead of expand) the flue tubes to the bottom
flue sheet.
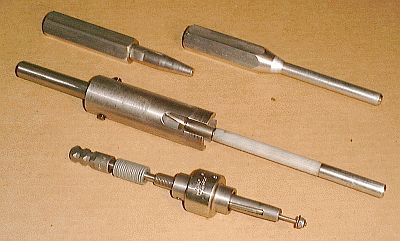
After a flue is inserted in a boiler it must be expanded
into its hole to prevent leaking. Two accepted ways of doing this are to use
a tapered expander or a roller expander. A tapered expander (upper two tools
in the photograph below) is a hardened
steel rod that has one end machined to a taper of 1/4" to 3/8" per foot. The
tapered expander is coated with steam cylinder oil, inserted in the flue
(and ferrule if it is a copper tube) and hammered into the flue to expand it
tight in the flue sheet. The tapered expander is then twisted out of the
flue. The roller expander is a lot easier to use in that it is inserted into
the flue and a shaft on the expander is rotated with a drill motor. A set of
tapered rods built into the roller taper rotates inside the flue tube to
expand. The roller taper (shown at the bottom of the photo below) can be set to provide a specific amount of
expansion to the flue thus providing a more uniform expansion of all the
flues. Care needs to be exercised not to over-expand a flue as it can
distort the flue sheet and under severe cases cause surrounding flues to
become loose. Where a flue is cut too long and needs to be trimmed, a
trimming tool is used (as shown in the center of the photograph below).
 Today when replacement boilers are constructed 1/2" tubing
is used for the flues (either heavy walled Type-K copper or high-pressure
steel hydraulic tubing). Generally 18-gauge wall or heavier tubing is used
(18-gauge is equivalent to 0.049" wall thickness while 16-gauge is
equivalent to 0.065" wall thickness). The flue-to-flue spacing is usually
increased to 7/8". The flue sheets are constructed of 3/8" boiler steel
while the side shell is rolled from 3/16" boiler steel. Stanley boilers do
not require boiler inspections since they are used on highway vehicles that
are exempted (if strict interpretation of the boiler code were applied to
automotive vehicles then the high pressures present in internal combustion
engine cylinders, tires, and other systems would also need to be regulated).
Today when replacement boilers are constructed 1/2" tubing
is used for the flues (either heavy walled Type-K copper or high-pressure
steel hydraulic tubing). Generally 18-gauge wall or heavier tubing is used
(18-gauge is equivalent to 0.049" wall thickness while 16-gauge is
equivalent to 0.065" wall thickness). The flue-to-flue spacing is usually
increased to 7/8". The flue sheets are constructed of 3/8" boiler steel
while the side shell is rolled from 3/16" boiler steel. Stanley boilers do
not require boiler inspections since they are used on highway vehicles that
are exempted (if strict interpretation of the boiler code were applied to
automotive vehicles then the high pressures present in internal combustion
engine cylinders, tires, and other systems would also need to be regulated).
Stanley boilers operate at 600 PSIG pressures. If one
calculates the force exerted on the total surface area of a flue sheet (the
area between each of the flues) the numbers reveal over 80 tons of force are
present on a 23" diameter boiler flue sheet. However the quantity of flues
connecting the two flue sheets together act as stay bolts which are found in
industrial, locomotive, and similar boiler constructions. A 23" diameter
boiler can have between 550 and 700 flues depending on the flue-to flue
spacing. Each of these flues provides support to the flue sheet against the
steam pressure contained the boiler.
 If the shell of a Stanley boiler were designed for the
pressure contained in the boiler it would end up being an inch or more
thick. The steam pressure within the boiler acting on the steel of the shell
generates tensional lateral bursting stresses approaching 11 tons per square
inch. This would make the boiler way too heavy for the car and not
practical. As a way to keep the boiler light the shell thickness is reduced
and then wrapped with wire for strength. Thus the Stanley boiler is built
along the lines of some early artillery cannons where the barrels were
wrapped with wire for strength. A replacement Stanley condensing car
boiler (steel tubes welded to the bottom flue sheet) is shown at right
having its third layer of wire wound. Stanley boilers are wrapped with
high tensile strength wire having at least a minimum tensile strength of 300,000
pounds per square inch. At least three layers (although two layers are
sufficient by calculation) and sometimes four are applied. This provides the
boiler shell with great strength at a minimum of weight. The wire used for
wrapping a boiler is 0.054" diameter minimum. Depending on the height of the
boiler the wire length can for a single layer can vary. A 23" diameter by
16" high boiler can consume 1,600 feet of wire per layer or nine-tenths of a
mile total.
If the shell of a Stanley boiler were designed for the
pressure contained in the boiler it would end up being an inch or more
thick. The steam pressure within the boiler acting on the steel of the shell
generates tensional lateral bursting stresses approaching 11 tons per square
inch. This would make the boiler way too heavy for the car and not
practical. As a way to keep the boiler light the shell thickness is reduced
and then wrapped with wire for strength. Thus the Stanley boiler is built
along the lines of some early artillery cannons where the barrels were
wrapped with wire for strength. A replacement Stanley condensing car
boiler (steel tubes welded to the bottom flue sheet) is shown at right
having its third layer of wire wound. Stanley boilers are wrapped with
high tensile strength wire having at least a minimum tensile strength of 300,000
pounds per square inch. At least three layers (although two layers are
sufficient by calculation) and sometimes four are applied. This provides the
boiler shell with great strength at a minimum of weight. The wire used for
wrapping a boiler is 0.054" diameter minimum. Depending on the height of the
boiler the wire length can for a single layer can vary. A 23" diameter by
16" high boiler can consume 1,600 feet of wire per layer or nine-tenths of a
mile total.
Boilers are tested using a test known as a
hydrostatic test. A hydrostatic test is performed on a boiler when
ever there is a question of it's integrity. As part of the routine
maintenance of a Stanley the boiler should be hydrostatically tested
annually to insure they continue to be safe. A hydrostatic test
involves filling a boiler with water and then increasing the pressure to a
minimum of 125% of the operating pressure of the boiler (750 PSIG for most
Stanley boilers). The reason for using water is that it is not highly
compressible (like air or steam). If a failure occurs there won't be
an explosion but rather a rupture more along the lines of what happens with
a water balloon. If a compressible medium such as air or steam were
used and a failure occurs then the result would be a dramatic version to
what happens when an air-filled balloon breaks. Once the pressure is
raised to the test limit then all boiler valves are closed and the pressure
is held on the boiler. Generally the pressure should not drop more
than a pound or two in ten minutes if the boiler is tight and sound.
If pressure can not be maintained then it probably won't be long before
water will start dripping from somewhere indicating an area that needs
attention. Ideally a sound boiler should hold the test pressure with
little or no drop in the pressure over a long period of time (if the water
is under pressure in a perfectly tight vessel then there's no way for the
pressure to bleed off). While the boiler is being held at pressure it
should be inspected for bulging of the sides and anything else that looks
out of the ordinary.
When driving a Stanley it is recommended
that as high a water level as practical be maintained in the boiler.
Stanley advertised the "reserve power" of their cars and that power comes
from the boiler. Similar to the battery associated with an electric
starting motor, the energy storage source for the steam engine is the
boiler. There's a technical reason for carrying as much water in the
boiler as possible ~ the water is where all the energy is stored and little
reserve energy is contained in the steam! A boiler sitting at 600 PSIG
pressure has the water and steam at the temperature required to maintain the
600 PSIG pressure - about 483F or so. When you draw steam off the boiler
you don't decrease the pressure dramatically because some of the water
instantly flashes to steam even without the burner lit underneath. For the
slight pressure drop from drawing off steam an even smaller amount of water
flashes to steam. Of course that water flashing to steam causes a slight
temperature drop as well for the system. Continued drawing off of
steam reduces the water level in the boiler and drops the temperature of the
complete system. If that same boiler simply were full of steam only at
600 PSIG and you drew off the same volume of steam as above you'd see a much
larger pressure drop since there's no water to convert to steam in the
system.
When a steamer is put away after a day's driving
the owner always blows down the boiler to rid them of water impurities (they
siphon full when they cool). All of the water is all blown out but there's
still 300 PSIG or so showing on the steam pressure gauge. That's enough to
move the car the 50 feet or so necessary to get it in the garage and
parked. If you have the boiler at 300 PSIG with water in it then you can go
quite a distance more than the 50 feet or so. The difference is the
water flashes to steam and drawing off steam consumes energy from the stored
water. A boiler without any water at 300 PSIG has very little reserve
energy available and the steam pressure drops quickly in moving the car.
Thus you want to operate a Stanley with the boiler full of water (but no so
full that water is being carried over with the steam being used) because the
water is where the reserve power in the form of energy is stored. The water
is the potential energy of the system and the steam is provides the kinetic
energy of the system. The reserve power that Stanley referred to is the
water in the boiler and not the steam in the boiler.
Its often said that a steam car will get better water mileage running with
the boiler full and at 600 PSIG than it will get with the boiler low and 600
PSIG. With a low water level if you head up a hill you draw down the steam
pressure faster than if you do the same hill with a full boiler. It is
easier to maintain 500 PSIG pressure with a full boiler than with a low
boiler. A observant steam car driver will observe that the pumps coming on
to raise the boiler's water level don't bother a full boiler as much as they
do a low boiler. The reason for all this has to do with how changes to
the boiler system (adding water, drawing off steam) affect the total BTU
content stored in the water (remember it is the BTUs of energy added to the
water that convert it to steam at a given pressure). With a full
boiler if you look at the BTUs stored in the water there's a lot more of
them stored than if you have low boiler water level. Thus any change made
to the boiler (adding water, taking away steam with a certain BTU content
for the pressure) is less of an impact on the full boiler since there's more
BTUs stored in the water.
Click here to visit the Restoration Section of this
website and see how a boiler is made!
